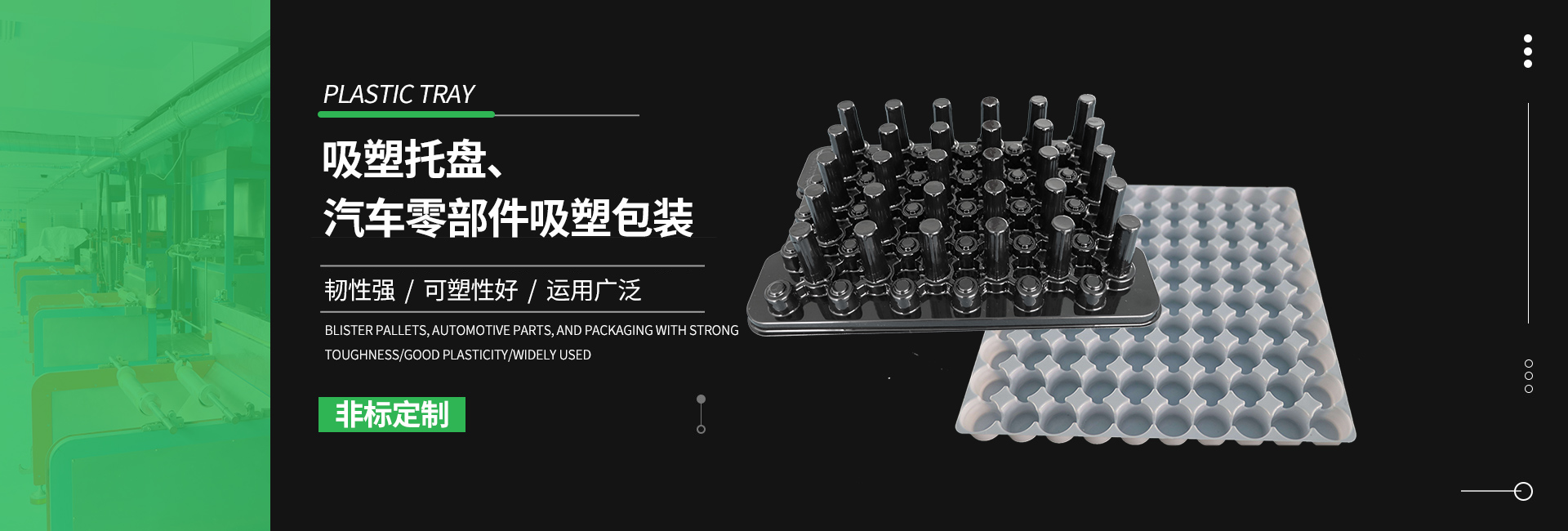






氟塑料吸塑包装自吸是指启动时吸入管内没有注满水,具有自动排出吸入管内气体的功能,短时间运行后进入正常运行。 1.吸塑包装储液容积和储液高度的确定; 储液容积是指泵停止后泵体能够储存液体的容积,即泵体在泵吸入口低点以下的容积,主要是挤压室和气液分离室的一部分。 储液量不应小于泵的设计流量的一半(以秒为单位)(例如,如果泵的设计流量不小于,则储液量太小(即泵中储存的液体太少),这使得自吸时间增加,甚至不能自吸;过度使用会使泵变重。除了足够的储液量外,还须有一些的储液高度。贮液高度是从泵吸入低点到叶轮中心的高度,通常取约等于叶轮半径。 2.气液分离室容积和泵体出口高度的确定: 气液分离是指泵体除挤压腔外的部分。体积越大,气液分离效果越好,分离越快。但是,当气液分离室的容积大到某些程度时,增大它的效果并不显著,反侧会使泵体体积变大,所以气液分离室有一个有容积值,根据现有经验,它等于或略大于储液容积。 3.挤压腔舌和叶轮之间间隙的确定; 对于自吸离心泵,隔膜与叶轮之间的间隙对自吸性能影响很大。上挤压室中隔膜和叶轮之间的间隙越小,自吸时间越短。这个间隙通常是通过外部混合获得的;内部混合服用。如果设计为双涡室,通常可以按照确定离心泵挤压室舌片与叶轮间隙的一般方法来确定下挤压室舌片与叶轮的间隙。







吸塑包装厚度不均原因及注意事项 双吸塑包装是指纸卡和产品用两个吸塑包装在一起的包装形式。其特点是需要高频机对双泡壳边缘进行封口,效率低,包装成本高,但边缘整齐美观,产品外观gaodang。吸卡包装是指用吸塑油将纸卡表面的吸塑热封,这是超市电池包装中常用的方法。其特点是需要吸塑密封设备将产品密封在纸卡和泡壳之间。 为什么吸塑包装厚度不均匀厚度不均匀常见的原因有三种:货架、板材、温度等。 1.如果吸塑包装盒的货架位置调整不吸塑包装当,如果放错位置或放置不合理,厚度会不均匀,所以对师傅来说,调整吸塑包装的货架位置非常重要。解决办法是根据实际情况调整货架位置。 2.不合适的板材厚度也会影响吸塑成品包装的厚度,如果吸塑成品包装的厚度因板材质量原因不均匀,需要与供应商协商增加板材厚度。 3.后期温度的调整也有关系。不同的模具和材料会导致不同的温度,这需要有经验的师傅来调节温度,使之适合板材和模具。

吸塑包装吸塑常用四道工序知识是什么? 吸塑裁切:吸塑成型后的塑料产品,经过冲床,将大张的片材用刀模分切成单个产品。也叫下料,裁断,模切等。 吸塑折边:吸塑包装品中有一种叫插卡包装,需要将泡壳的三个边用折边机折到背后,以便在下一道封装工序中,将纸卡插入折边内,形成插卡包装。 吸塑划痕:吸塑成品上特别是透明泡壳上带有划伤的痕迹,如果痕迹太长,太大,泡壳就成了次品,无法用于包装。 吸塑拉线:吸塑成型生产时产生的一些不应有的线条突起(模具上没有的),需要重新修改模具(降低高度和增加园滑度)和增加额外的压力模具(我们称之为上模)来解决。拉线过大时,被看作是次品,无法用于吸塑包装,但在零部件周转托盘领域,只要拉线排列整齐,不影响使用功能,应视为合格品。拉线又称之为:拉丘,抽筋等。

您好,欢迎莅临尊龙凯时官网包装,欢迎咨询...





