








一般多个产品从拉片出来(根据模具排数),单个产品需要用刀模在冲床上冲压。这个过程叫做打孔。 对于一些需要将吸塑产品两侧或侧面的边角折叠起来插入纸卡的产品,就需要这个过程。这个过程是由翻边机完成的。如果客户有特别要求,在刺破吸塑时应增加此工序。 注意吸塑产品的包装,根据客户要求的严格程度,产品的材质和形状,确定合适的包装方式。如果客户没有特别要求,可以使用包装或塑料袋。对于吸塑包装白色或颜色鲜艳,容易摩擦或粘不上灰尘或指纹的产品,生产时往往要戴手套。 材料的特性一般都是防 静电的。防 静电材料通过浸泡或添加防 静电成分制成,后者具有持久的防 静电性能。抗 静电材料的静电值一般可以达到106~1012ω。此外,它是环保的,其中APET是zui环保的,PVC可以回收。一般来说,材料越厚,加热时间越长,生产速度越慢。材料越薄,生产速度越快,但一卷的长度越长。 吸塑包装的使用寿命与日常保养密切相关。吸塑包装定期维护可以减少气力输送机械的故障,避免不要的风险,延长设备的使用寿命。







吸塑包装平滑度与呈色效果的关系 吸塑平滑度是评价包装盒表面凹凸程度的技术指标,是表示包装盒表面平整、光滑和均匀程度的物理量,即在一定的真空条件下,使一定容积的空气,从一定压力下的包装盒测试样表面与光滑玻璃表面之间流过所需要的时间来衡量,其单位用秒表示。秒数越高包装盒的平滑度越好。包装盒平滑度越好,印刷时纸面与印版间的接触,也就越均匀和完整,版面(凸版)或橡皮布上的墨层转移也越充分,印品呈色效果也越好。 反之,平滑度差的包装盒,油墨转移不均匀,不充分,且纸面对墨量的渗透性强,呈色效果也就差,往往容易使印品墨色发花、发淡。所以,印刷精细的产品,网线越细、网点直径越小,越应采用平滑度好的包装盒印刷,这样才能使原稿再现性好。 吸塑PVC、PTE、PP作为印刷的主要原材料,它的性能如何,决定印刷墨色的质量。只有性能好的原材料,才能获得较好的印品呈色效果。所以,正确认识包装盒性能与印品呈色的关系,根据印刷产品、工艺条件特点,合理选择包装盒进行印刷,对提高产品质量具有重要的现实意义。

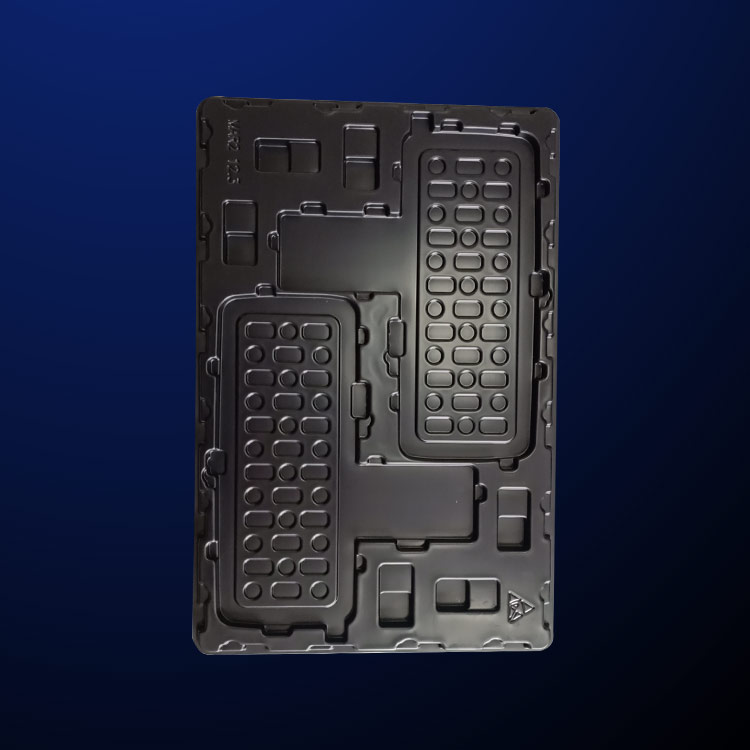
吸塑包装吸塑常用四道工序知识是什么? 吸塑裁切:吸塑成型后的塑料产品,经过冲床,将大张的片材用刀模分切成单个产品。也叫下料,裁断,模切等。 吸塑折边:吸塑包装品中有一种叫插卡包装,需要将泡壳的三个边用折边机折到背后,以便在下一道封装工序中,将纸卡插入折边内,形成插卡包装。 吸塑划痕:吸塑成品上特别是透明泡壳上带有划伤的痕迹,如果痕迹太长,太大,泡壳就成了次品,无法用于包装。 吸塑拉线:吸塑成型生产时产生的一些不应有的线条突起(模具上没有的),需要重新修改模具(降低高度和增加园滑度)和增加额外的压力模具(我们称之为上模)来解决。拉线过大时,被看作是次品,无法用于吸塑包装,但在零部件周转托盘领域,只要拉线排列整齐,不影响使用功能,应视为合格品。拉线又称之为:拉丘,抽筋等。

您好,欢迎莅临尊龙凯时官网包装,欢迎咨询...





